پلیسه یا برآمدگی قالبگیری تزریقی: علل، پیشگیری و روشهای رفع آن
برآمدگی (فلش یا پلیسه) یکی از رایجترین نقصهای قالبگیری تزریقی است. این مشکل زمانی رخ میدهد که پلاستیک مذاب در طی فرآیند قالبگیری تزریقی از حفره قالب فرار کرده و با جامد شدن، لبههای نازکی روی قطعات تشکیل میدهد. مقدار کمی از برآمدگی قالبگیری تزریقی قابل انتظار است و گاهبهگاه اتفاق میافتد. با این حال، برآمدگی بیش از حد بر کیفیت قطعات قالبگیری تزریقی تأثیر میگذارد و باعث مشکل در جایگیری صحیح و مونتاژ میشود. بنابراین، کاهش یا حتی حذف برآمدگی تا حد ممکن بسیار مهم است.
این مقاله به بررسی اصول برآمدگی قالبگیری تزریقی، علل آن، اقدامات پیشگیرانه و روشهای رفع آن میپردازد. ما نکات مفیدی را ارائه کردهایم که به شما کمک میکند قطعات قالبگیری تزریقی با کیفیت و بدون نقص تولید کنید.
برآمدگی یا پلیسه قالبگیری تزریقی چیست؟

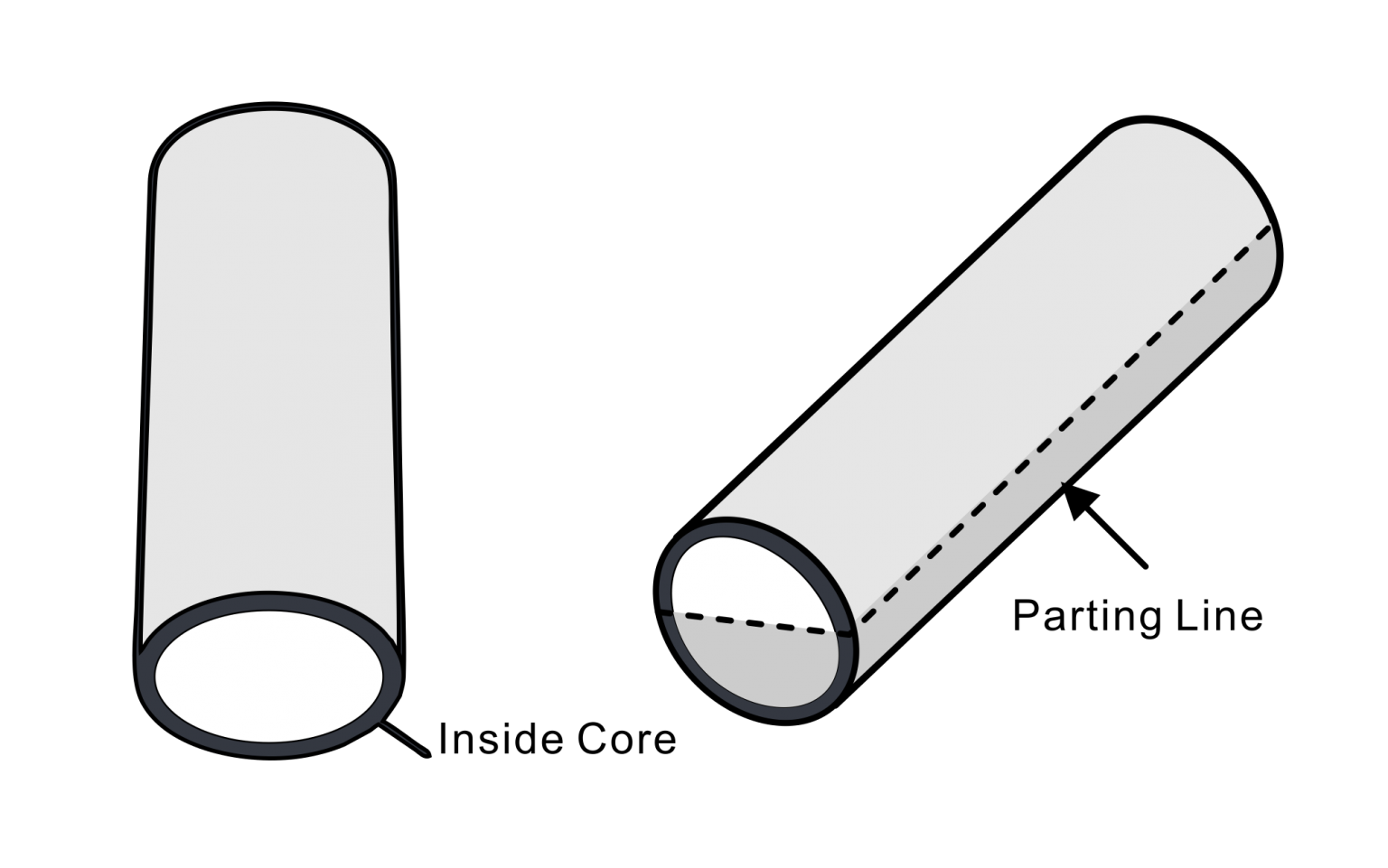
برآمدگی قالبگیری تزریقی پلاستیک به برجستگیهای نامنظم اشاره دارد که بر روی سطح قطعات قالبگیری شده تشکیل میشوند. یک قالب تزریقی معمولاً دارای یک خط جدایش است که اجازه میدهد مقدار کمی از پلاستیک مذاب از حفره قالب نشت کند. هنگامی که این پلاستیک جامد میشود، ماده اضافی به قطعه قالبگیری شده متصل میماند و به عنوان برآمدگی یا فلش شناخته میشود.
برآمدگی قالبگیری تزریقی اغلب در طول خط جدایش قالب رخ میدهد. با این حال، ممکن است در لبه قالب یا هر ناحیه دیگری که سطوح و هندسههای مختلف قالب به هم میرسند نیز تشکیل شود.
علت برآمدگی یا پلیسه قالبگیری تزریقی چیست؟
حالا که با اصول اولیه برآمدگی قالبگیری تزریقی آشنا شدیم، بیایید برخی از دلایل اصلی که ممکن است این نقص را تجربه کنید را بررسی کنیم.
ناهماهنگی در خط جدایش
قالبهای تزریقی دارای خط جدایشی هستند که دو نیمه قالب را از هم جدا میکند. ناهماهنگی در خط جدایش یکی از رایجترین علل ایجاد برآمدگی قالب است.
عدم تراز صحیح خط جدایش میتواند به دلیل نقصهای طراحی یا تجمع آلایندههایی مانند گرد و غبار، کثیفی و ذرات باقیمانده ایجاد شود. ناهماهنگی در خط جدایش به این معنی است که قالب به طور کامل بسته نشده است. بنابراین، مواد مذاب به ناچار از قالب نیمهباز نشت کرده و برآمدگی ایجاد میکند.
قالبهای قدیمیتر بیشتر در معرض ناهماهنگی خط جدایش هستند. با استفاده مکرر، ابزارآلات ممکن است فرسوده شوند و در نتیجه نشتیها ایجاد شود.
تهویه نامناسب
کیفیت قالبگیری تزریقی به چندین پارامتر فرآیند از جمله دمای مذاب، نرخ جریان، دمای نازل و بشکه، فشار و عدم وجود حفرههای هوا بستگی دارد.
تهویه یک جنبه حیاتی از فرآیند قالبگیری تزریقی است. تهویه اجازه میدهد هوا از حفره قالب خارج شود و از گیر افتادن هوا و تشکیل حفرهها جلوگیری میکند. تهویهها اطمینان میدهند که فرآیند قالبگیری مؤثر است و در ظاهر و یکپارچگی محصول نهایی نقش دارند. تهویه ناکافی میتواند نه تنها باعث برآمدگی شود بلکه سایر نقصهای قالبگیری تزریقی مانند پر نشدن کامل و حفرههای هوا را نیز ایجاد کند.
فشار گیره پایین
فشار گیره نیرویی است که برای بسته نگه داشتن قالب در طول فرآیند قالبگیری تزریقی نیاز است. این فشار باید به اندازه کافی بالا باشد تا بتواند فشار داخلی ایجاد شده از تزریق پلاستیک مذاب به قالب را تحمل کند.
اگر دستگاه قالبگیری تزریقی نیروی گیره کافی نداشته باشد، دو نیمه قالب ممکن است زودتر از موعد از هم جدا شوند و اجازه دهند پلاستیک فرار کند و باعث برآمدگی شود.
ویسکوزیته پایین
ویسکوزیته معیاری برای ضخامت یک مایع و مقاومت آن در برابر جریان است. پلاستیکهای مذاب با ویسکوزیته پایین بیشتر احتمال دارند از قالب نشت کرده و باعث برآمدگی قالبگیری تزریقی شوند.
مواد پلاستیکی مختلف ویسکوزیتههای متفاوتی هنگام ذوب شدن دارند. برای مثال، پلیاتیلن (PE) و پلیپروپیلن (PP) دارای ویسکوزیته ذوب پایین هستند در حالی که پلیوینیل کلراید (PVC) و پلیمتیل متاکریلات (PMMA) دارای ویسکوزیته بالا هستند. به طور کلی، مایعات ضخیمتر نسبت به همتایان نازکتر خود ویسکوزتر هستند. عوامل دیگری که بر ویسکوزیته پلاستیک تأثیر میگذارند دما و فشار هستند. فشار تزریق بالا مواد را ترغیب به جریان آسانتر میکند. این میتواند تسهیل کننده ایجاد برآمدگی در صورت فرار مواد از مرزهای قالب باشد.
جریان نابرابر
جریان نابرابر پلاستیک نیز میتواند باعث برآمدگی قالبگیری تزریقی شود. این اتفاق زمانی میافتد که برخی مسیرهای جریان کوتاهتر از سایر مسیرها باشند و منجر به پر شدن نابرابر قالب شوند. علاوه بر برآمدگی، جریان نابرابر میتواند باعث ایجاد سایر نقصهای قالبگیری تزریقی مانند گیر افتادن هوا نیز شود.
پر شدن بیش از حد قالب
قالبهای تزریقی برای نگهداری حجم مشخصی از مواد پلاستیکی بسته به اندازه و شکل خود طراحی شدهاند. اگر قالب بیش از حد پر شود، فشار گیره قادر به تحمل فشار تزریق نخواهد بود و این منجر به نشتی میشود. هنگامی که پلاستیک اضافی مجبور به ترک حفره قالب میشود، قطعه شما بیشتر در معرض نقصهای قالبگیری تزریقی مانند برآمدگی قرار میگیرد.
یک اپراتور دستگاه نیاز دارد تا در هر سیکل تولید مقدار مناسبی از رزین پلاستیکی را به قالب تزریق کند. قالب ناتمام باعث ایجاد قطعات ناتمام به دلیل انقباض مواد هنگام خنک شدن میشود.
چگونه میتوان از برآمدگی یا پلیسه در قالبگیری تزریقی جلوگیری کرد؟
برآمدگی قالب بر هر دو جنبه ظاهری و عملکردی یک قطعه تأثیر میگذارد. خوشبختانه، چندین راهحل وجود دارد که توسط مهندسان برای جلوگیری از برآمدگی قالبگیری تزریقی به کار گرفته میشود. این راهحلها شامل موارد زیر است:
طراحی برای قابلیت تولید
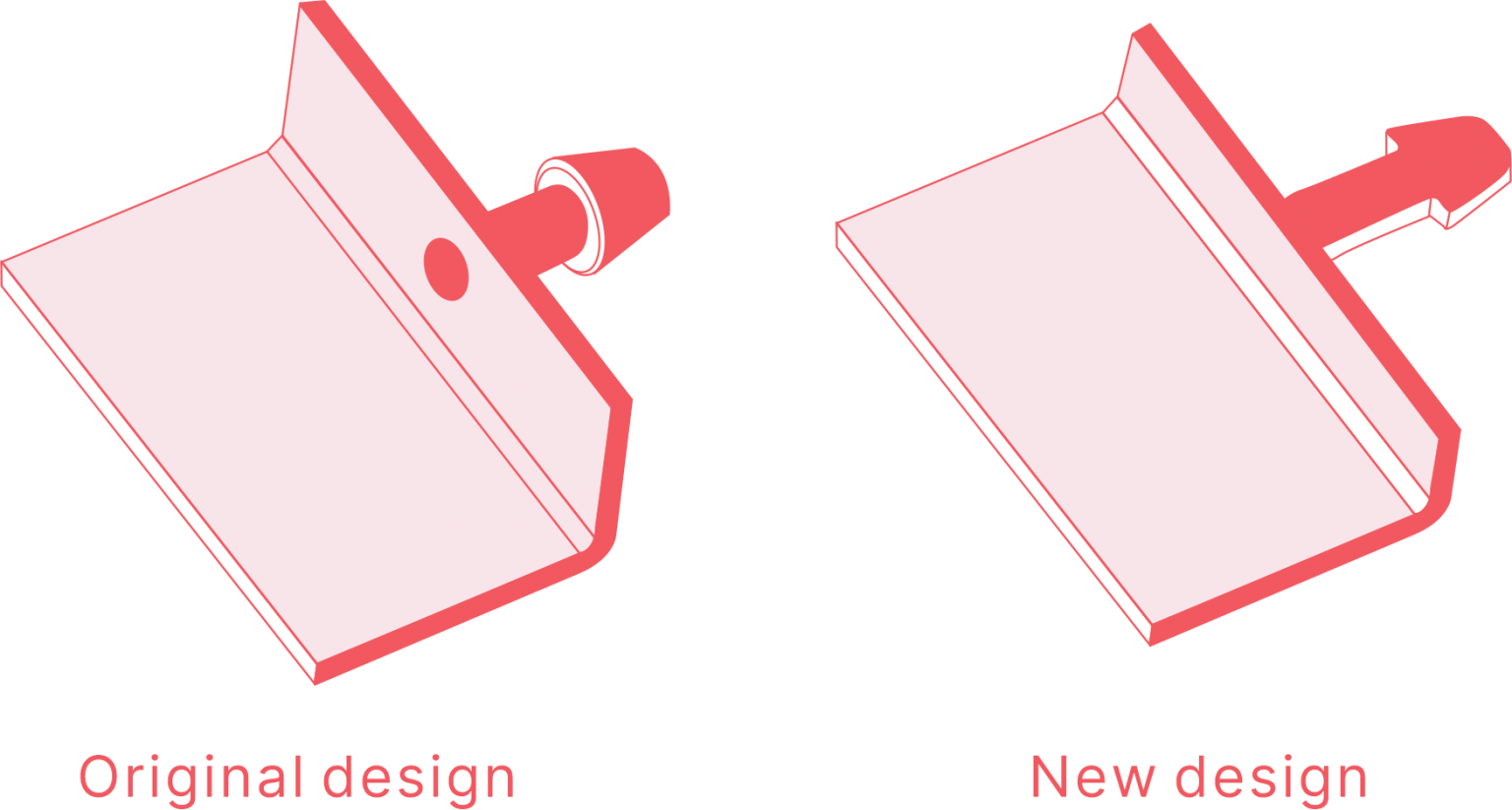
طراحی برای قابلیت تولید (DFM) یکی از مؤثرترین راهها برای جلوگیری از برآمدگی است. این روش شامل بهینهسازی طراحی محصول به منظور آسانتر، ارزانتر و سریعتر کردن فرآیند تولید بدون کاهش کیفیت است.
یک تحلیل DFM میتواند به شما کمک کند مشکلات احتمالی را شناسایی کرده و جنبههایی مانند ضخامت دیوارها، طراحی خط جدایش و طراحی دروازه قالب را بهینه کنید. یک DFM بهدرستی انجام شده به شما اجازه میدهد تا از برآمدگی در طول فرآیند ساخت جلوگیری کنید.
کاهش سرعت تزریق
نرخ تزریق سرعتی است که پلاستیک مذاب وارد حفره قالب میشود. این پارامتر مهم بر عوامل دیگر مانند فشار تزریق، دمای قالبگیری و ویسکوزیته تأثیر میگذارد. سرعتهای تزریق بالا باعث افزایش دما و فشار تزریق و کاهش ویسکوزیته مواد میشود. این تأثیرات ترکیبی باعث افزایش احتمال فرار مواد و در نتیجه تشکیل برآمدگی میشود.
در مواجهه با برآمدگی قالب، کارشناسان صنعت اغلب نرخ تزریق را تنظیم میکنند زیرا این پارامتر تأثیر زیادی بر تشکیل برآمدگی دارد. با این حال، سرعت تزریق کمتر ممکن است به افزایش زمان چرخه منجر شود.
مشخص کردن قالب بدون برآمدگی
یک قالب بدون برآمدگی بهطور ویژهای طراحی شده است تا برآمدگی را در فرآیند قالبگیری تزریقی حذف کند. این قالب دارای تراز صحیح و تلرانسهای بسیار دقیق در خط جدایش است که احتمال برآمدگی را به شدت کاهش میدهد.
قالبهای بدون برآمدگی یک راه ساده برای جلوگیری از برآمدگی قالبگیری تزریقی هستند. با این حال، این قالبها بهمراتب گرانتر از قالبهای استاندارد هستند.
تمیزکاری مناسب قالب
همانطور که قبلاً ذکر شد، آلایندههایی مانند گرد و غبار و ذرات باقیمانده روی قالب میتوانند باعث ناهماهنگی در خط جدایش شوند. یک راه ساده برای کاهش برآمدگی، تمیزکاری دقیق قالب با توجه ویژه به ناحیه پشت اسلایدها و داخل بوشینگهای پین راهنما است. یک قالب تمیز بهتر مهر و موم میشود و از نشت پلاستیک مذاب جلوگیری میکند.
نگهداری مناسب قالب و بهبود فرآیند
مشابه سایر ابزارهای تولیدی، قالبهای تزریقی نیاز به نگهداری منظم دارند. استفاده از قالب تزریقی که در شرایط خوبی قرار دارد، به جلوگیری از نقصهایی مانند برآمدگی کمک میکند.
علاوه بر این، متغیرهای فرآیندی مانند نیروی گیره و فشار گیره باید بهطور دقیق تنظیم شوند. اگر نیروی بیش از حد اعمال شود، قالب ممکن است تغییر شکل دهد و باعث برآمدگی شود.
چگونه برآمدگی یا پلیسه قالبگیری تزریقی را رفع کنیم؟
اگر برآمدگی قالبگیری تزریقی رخ دهد، همچنان میتوان این نقص را رفع کرد. در اینجا برخی از راهحلهای متداول آورده شده است.
استفاده از هوای گرم
هوای گرم در صنایع مختلف برای حذف برآمدگی استفاده میشود. این تکنیک از جریان متمرکز و سریع هوای گرم برای ذوب کردن برآمدگی و بازگرداندن آن به سطح قطعه استفاده میکند. هوای گرم برای برآمدگیهای نازک و ظریف بسیار مؤثر بوده است. با این حال، استفاده از این روش بر روی برآمدگیهای ضخیم ممکن است ظاهر محصول نهایی را تحت تأثیر قرار دهد. در چنین مواردی، مؤثرتر است که ابتدا برآمدگی را به صورت مکانیکی حذف کرده و سپس با استفاده از هوای گرم سطح را صاف کنید.
حذف برآمدگی با استفاده از فرآیند سرمایشی
حذف برآمدگی با استفاده از فرآیند سرمایشی یکی از مؤثرترین روشها برای از بین بردن برآمدگی است. این روش از نیتروژن مایع برای سرد کردن قطعات قالبگیری شده استفاده میکند. برآمدگی قالبگیری شده شکننده میشود زیرا بسیار نازکتر از بقیه قسمتهای قطعه است.
در مرحله بعد، قطعه با استفاده از رسانههای غیرساینده پلیکربنات منفجر میشود که به راحتی بخشهای شکننده را میشکند. حذف برآمدگی با استفاده از فرآیند سرمایشی اغلب به دلیل سرعت و نتایج عالی ترجیح داده میشود. با این حال، این روش نسبت به سایر روشهای حذف برآمدگی میتواند هزینه بیشتری داشته باشد. همچنین، قطعات با دیوارههای نازک نیاز به توجه دقیق دارند زیرا ممکن است شکننده شوند.
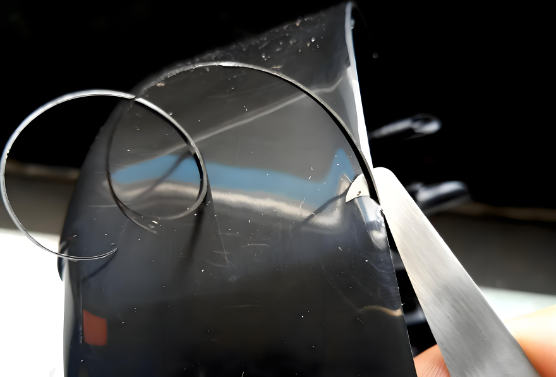
حذف برآمدگی به صورت دستی
این تکنیک شامل برش دستی مواد اضافی در طول خط جدایش با استفاده از ابزارهای برش مانند قیچی، چاقو و سنگزن است. حذف برآمدگی به صورت دستی یک فرآیند بسیار منعطف است که میتوان از آن برای تقریباً تمامی مواد پلاستیکی استفاده کرد. این روش فشار زیادی به مواد وارد نمیکند و هر قطعه به سرعت بازرسی میشود. از سوی دیگر، این فرآیند نسبت به برخی از روشهای جایگزین خود کندتر است.
استفاده از شعله باز
گاهی اوقات میتوانید برآمدگی قالبگیری را با استفاده از شعله باز حذف کنید. با این حال، این روش با برخی نگرانیها همراه است. برای شروع، شعله ممکن است ظاهر نهایی قطعه را تحت تأثیر قرار دهد. همچنین، میتواند فرآیندهای پس از تولید مانند رنگآمیزی را مختل کند.
انتخاب DGKI Co برای خدمات قالبگیری تزریقی
به عنوان یکی از پیشروان ارائهدهنده خدمات قالبگیری تزریقی، این شرکت متعهد به تولید قطعات کارآمد، زیبا و با عملکرد بالا – به موقع و در محدوده بودجه – است. کارشناسان صنعت ما از تجهیزات و تکنیکهای پیشرفته برای دستیابی به دقت در هر جنبه از فرآیند تولید استفاده میکنند.
با توجه به فرآیندهای تضمین کیفیت دارای گواهی ISO ما، پروژه شما تضمین میشود که با نیازهای خاص شما مطابقت داشته باشد. طرح خود را امروز بارگذاری کنید و فوراً یک قیمتگذاری و بازخورد DFM دریافت کنید.