خدمات ساخت قالب تزریق پلاستیک
خدمات ساخت قالب تزریق پلاستیک بیش از 33 سال است که در بخش صنعتی شرکت دانش گستر کیان ایرانیان ارائه می گردد. ما این خدمت را برای ساخت انواع قالب ها ارائه می کنیم. تیم ما میتواند طراحی شما را بررسی کرده و پیشنهاداتی برای بهبود قابلیت ساخت، کاهش هزینهها و تضمین موفقیت تولید قالب ارائه دهد.
مشاوره
طراحی
نمونه سازی
بهینه سازی
ساخت
تولید

مشاوره ساخت قالب تزریق پلاستیک را شروع کنید!
step | stp | stl | igs | iges | obj
همه آپلودها ایمن و محرمانه هستند.
تجربه و تخصص
+33 سال
تکنولوژی و تجهیزات
به روزترین ها
نمونه کارها
بیش از 1000 قالب
خدمات پس از فروش
تضمین کیفیت
مراحل ساخت قالب در DGKI
مرحله ۱
ایجاد یک نقشه
اولین مرحله، تهیه یا ایجاد طراحی برای قطعهای است که قرار است قالبگیری شود، شامل تمامی ابعاد، ویژگیها و مشخصات لازم.
مرحله 5
پرداخت سطح
سطوح قالب که با ماده مذاب در تماس هستند، برای بهبود جداسازی و کاهش اصطکاک پرداخت میشوند.
مرحله 2
DFM یا طراحی برای قابلیت ساخت
طراحی قطعه یا محصول را بهینه میکند تا علاوه بر بهبود قابلیت ساخت قالب، منجر به کاهش هزینه ها و افزایش دقت و کارایی شود.
مرحله 6
مونتاژ قالب
تمامی اجزای قالب، شامل حفره، هسته، اینسرتها و کانالهای خنککننده، در پایه قالب مونتاژ میشوند.
مرحله 3
انتخاب مواد
مواد مناسب برای قالب انتخاب میشود، مانند فولاد ابزار، آلومینیوم یا سایر مواد بر اساس کاربرد خاص.
مرحله 7
اعتبارسنجی نمونه
پس از مونتاژ، قالب تحت آزمایش و اعتبارسنجی قرار میگیرد تا از عملکرد و دقت ابعادی آن اطمینان حاصل شود.
مرحله 4
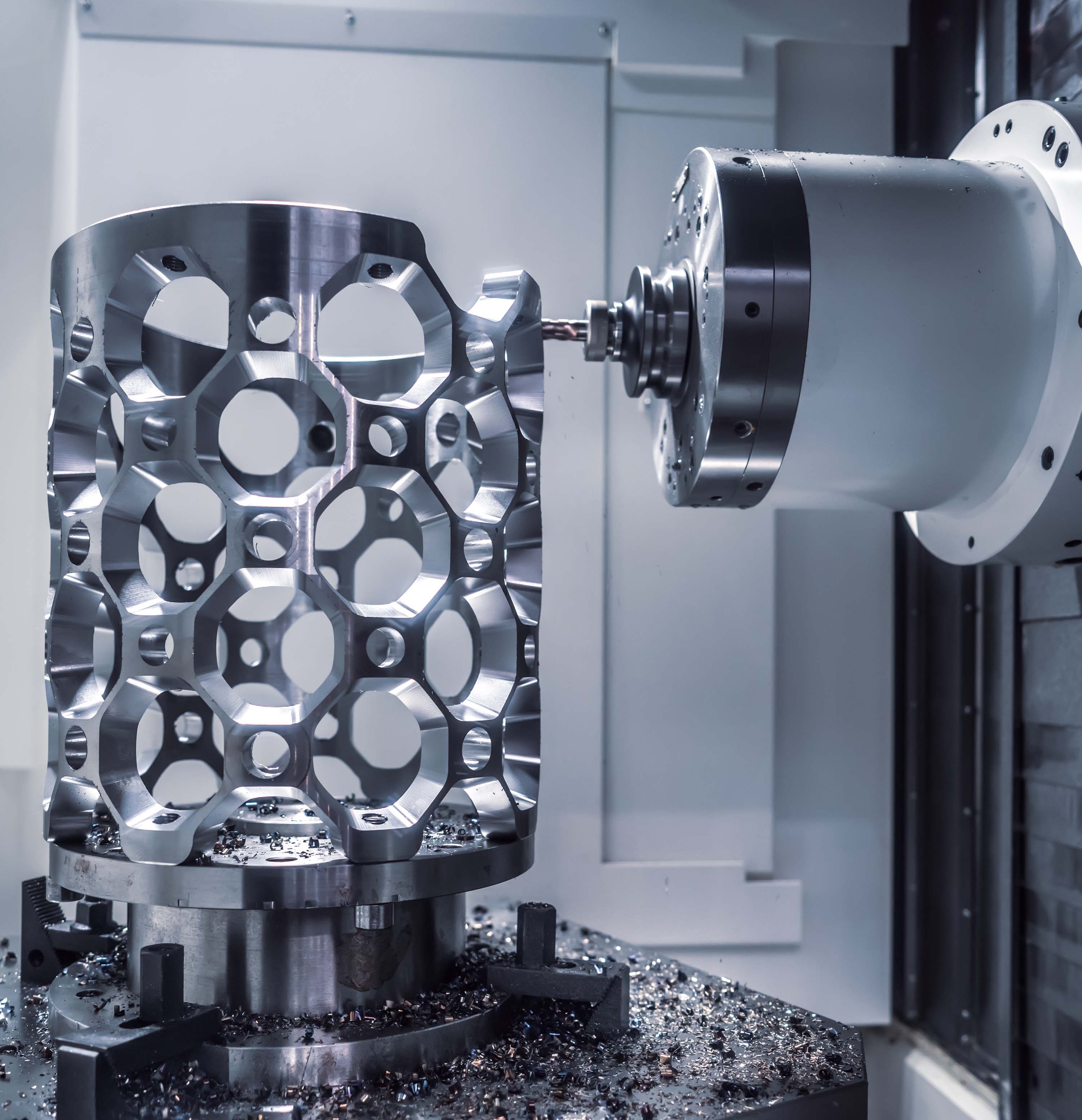
ماشینکاری قالب
حفرهها و هستههای قالب با استفاده از ماشینکاری CNC یا تکنیکهای دیگر ساخته میشوند.
مرحله 8
تولید انبوه
در طول تولید، عملکرد قالب بهطور مداوم نظارت میشود تا از کیفیت یکنواخت قطعات اطمینان حاصل شود.
نکات کلیدی در طراحی قالب تزریق پلاستیک
| ویژگی | پیشنهاد | توضیحات |
|---|---|---|---|
| ضخامت دیواره | زمان خنکسازی توصیهشده بر حسب ثانیه برابر است با: | دیوارهای نازک فرآیند تزریق پلاستیک را آسانتر میکنند. قطعات نازک به سرعت خنک میشوند و در عین حال مواد را صرفهجویی میکنند. زمان چرخه سریعتر، خروجی ساعتی را چند برابر میکند و هزینههای تولید را کاهش میدهد. ضخامت دیواره توصیهشده برای قطعات تزریق پلاستیک بین 2 میلیمتر تا 4 میلیمتر است. زمانی که قطعات تزریق پلاستیک دیوارهای نازک دارند، میتوانند تا 0.5 میلیمتر نازک باشند. |
| دیوارهای تقویتی | اطمینان حاصل کنید که ضخامت پرهها کمتر از ۶۰ درصد ضخامت اسمی باشد. ارتفاع پرهها را کمتر از سه برابر ضخامت دیواره نگه دارید. زاویه خروج را ۰.۲۵ درجه حفظ کنید. اطمینان حاصل کنید که تراز عمود بر محور است. در نقاط اتصال، گوشهها را گرد نگه دارید. | این ساختارهای نازک و دیوارمانند به قطعات تزریق پلاستیک سفتی و استحکام میبخشند. چون نازکتر از دیوارههای اصلی هستند، پرهها میتوانند قطعات تزریق پلاستیک را با قرار گرفتن عمود بر این ساختارها، همانند برجستگیها، پشتیبانی کنند. این اجزا میتوانند جایگزین بخشهای دیواره ضخیم شوند تا از ایجاد علائم فرورفتگی، تاب برداشتن و حفرهها جلوگیری کنند. پرهها همچنین میتوانند به دلیل افزایش ممان اینرسی به قطعه سفتی خمشی بدهند. |
| شعاع | ما یک شعاع داخلی را توصیه میکنیم که حداقل برابر با ضخامت دیواره باشد. | گوشههای گرد تمرکز تنش داخلی را کاهش میدهند تا از شکستگی جلوگیری کنند. گوشههای تیز تمرکز تنش داخلی را تشدید کرده و میتوانند باعث خرابی قطعات پلاستیکی شوند. |
| زاویه خروج | ما توصیه میکنیم شعاع داخلی حداقل برابر با ضخامت دیواره باشد. | زمانی که خطوط کشش یا اجکت اتفاق میافتند، خارج کردن قطعات پلاستیکی میتواند چالشبرانگیز باشد. |
| برآمدگی یا undercut | ما توصیه میکنیم که برآمدگیها (undercuts) را از طراحی حذف کنید. اگر استفاده از آنها ضروری است، باید یک واحد کشویی متحرک در ابزار نصب شود. این کار هزینهها را به طور قابل توجهی افزایش میدهد. | شیارها، بریدگیها و سایر ساختارهای مشابه میتوانند در فرآیند خارجسازی از قالب تزریق اختلال ایجاد کنند. اگر این ساختارها در قطعه تزریقی وجود داشته باشند، میتوانند باعث ایجاد سطوح غیرقابل قبول از تنش شوند. میزان تنش به اندازه و موقعیت برآمدگیها (undercuts) در هنگام خارجسازی از قالب بستگی دارد. قطعاتی با برآمدگیهای بزرگ نمیتوانند از یک قالب تزریق ساده خارج شوند. |
| انقباض | فرمول زیر برای محاسبه انقباض فرآیندی استفاده میشود:
| این امر در فرآیند تزریق پلاستیک اجتنابناپذیر است. پس از تزریق، خنکسازی اندازه و حجم را کاهش میدهد. میزان انقباض بسته به مواد استفاده شده متفاوت است. |





آماده سازی برای ساخت قالب تزریق پلاستیک

انجام تجزیه و تحلیل امکانسنجی
ما یک تحلیل امکانسنجی را بر اساس گزارش طراحی برای قابلیت ساخت (DFM) انجام میدهیم. سپس بازخورد خود را با مشتری به اشتراک میگذاریم و پیشنهادات مفیدی برای جلوگیری از خطاها در مرحله تولید ارائه میدهیم. شناسایی مشکلات بهصورت پیشدستانه اطلاعات لازم را برای رفع فوری مشکلات احتمالی در اختیار ما قرار میدهد. این کار هزینههای کلی را کاهش میدهد و به ما امکان میدهد محصولات با کیفیت عالی تولید کنیم.
انجام شبیهسازی Solidworks Plastics
با استفاده از جدیدترین نرمافزار SolidWorks Plastics، میتوانیم موقعیت ایدهآل برای قالب و همچنین کنترل دمای بهینه را قبل از شروع تولید قطعات پلاستیکی تعیین کنیم. این شبیهسازی یک جزء اساسی از مرحله مفهومسازی است. با شبیهسازی مرحله تولید قبل از تولید واقعی، میتوانیم مشکلات مربوط به خطوط جوش، حفرههای هوا، فرورفتگیها، تنش ها و تغییر فرم ها را شناسایی و پیشگیری کنیم.
اجرای تحلیل پر شدن
با استفاده از نرمافزارهای پیشرفته طراحی به کمک کامپیوتر (CAD) و فناوری مهندسی به کمک کامپیوتر (CAE)، میتوانیم بهطور دقیق یک قطعه تزریق پلاستیک را قبل از تولید شبیهسازی کرده و وضعیت پر شدن را پیشبینی کنیم. پر شدن نامتناسب قالب میتواند شکل قطعه نهایی را تغییر دهد. یک تحلیل اولیه از بروز این مشکل جلوگیری میکند.
نرم افزارهای طراحی و ساخت

SolidWorks

Solidcam

SolidWorks Plastics

AutoCad
مواد اولیه ساخت قالب تزریق پلاستیک
فولاد ابزار
فولاد ابزار نوعی فولاد کربنی و آلیاژی با سختی بالا، مقاومت در برابر سایش و چقرمگی است که آن را مناسب برای تحمل تنشها و نیازهای تولید قالب میکند.
گرید ها:
P20 H13 S7 NAK80
718 718H 738
فولاد ضد زنگ
فولاد ضد زنگ میتواند دماهای بالاتری را نسبت به برخی دیگر از مواد قالبگیری تحمل کند. این ویژگی آن را برای فرآیندهای قالبگیری پلاستیک که شامل دماهای بالا یا نوسانات سریع دما هستند، مناسب میسازد.
گرید ها:
136 301 303 304
316 316L 420
آلومینیوم
آلومینیوم ممکن است سختی و مقاومت در برابر سایش مشابه فولاد ابزار را نداشته باشد، اما قالبهای آلومینیومی از نظر هزینه، ساخت راحت و رسانایی حرارتی مزایای مشخصی دارند.
گرید ها:
5052 6061 7075
کار ساخت قالب با DGKI چگونه است؟

مشاوره
DFM
نمونه سازی
طراحی نهایی
ساخت
تست قالب

ارسال

پشتیبانی
سایر خدمات حرفه ای DGKI در قالب سازی
همکاری استراتژیک با مشتریان
همکاری استراتژیک با مشتریان برای موفقیت هر پروژه مشترکی حیاتی است. وقتی شما صحبت میکنید، ما گوش میدهیم. فقط با گوش دادن میتوانیم نیازهای شما را به طور کامل درک کنیم. فقط با درک کامل نیازهای شما میتوانیم آنها را برآورده کنیم.
ارتباط مستمر با مشتریان ضروری است. اگر در طول مسیر موانعی وجود داشته باشد، میتوانیم با هم مشکلات را شناسایی و حل کنیم و بدین ترتیب سریعتر به اهداف دست یابیم.
بهینهسازی طراحی قالب
بهینهسازی طراحی قالب چیزی است که ما ارائه میدهیم. چون ما متخصصان این حوزه با دههها تجربه و تخصص بسیار پیشرفته هستیم، در کار خود ممتازیم. تیم مهندسان ما با اعتماد به نفس و توانایی بالایی که دارند، قادر به اجرای راهحلهای مؤثر برای مشتریان هستند.
با بهینهسازی، ما به سطوح بالای بهرهوری و کارآیی دست مییابیم. در نتیجه، میتوانیم پروژههای قالبگیری پلاستیک را برای مشتریانمان با هزینهای به طور قابل توجهی کمتر به پایان برسانیم.
با استفاده از فناوری پیشرفته، میتوانیم مشکلات احتمالی را شناسایی کرده و قبل از انتقال پروژه به تولید، آنها را تصحیح کنیم. این کار هزینهها را در مراحل بعدی پروژه کاهش میدهد.


خدمات جامع
هدف ما به حداکثر رساندن بازدهی سرمایهگذاری شماست. فرآیند برنامهریزی هزینههای DGKI شامل طراحی، تولید، قالبگیری تزریقی، مونتاژ و لجستیک است.
تمامی این فرآیند با دقت طراحی شده تا بهترین بازگشت سرمایه (ROI) ممکن را به مشتریانمان ارائه دهیم. ما سرمایهگذاری شما را بر اساس آنچه ضروری است و آنچه ضروری نیست بهینهسازی میکنیم.
تردید نکنید، لطفاً با ما تماس بگیرید تا فوراً یک پیشنهاد قیمت برای قالبگیری تزریقی دریافت کنید!
سوالات متداول خدمات ساخت قالب تزریق پلاستیک
قالب تزریق پلاستیک مناسب قطعاتی با جنس ترموپلاستیک است که تیراژ تولید بالایی دارند.