راهنمای طراحی و مهندسی خمکاری ورق (Sheet Metal Bending)
خمکاری ورق فرآیندی است که در آن با استفاده از پرسبریک و قالبهای مخصوص (سنبه و ماتریس)، ورق تخت به یک قطعه سهبعدی تبدیل میشود. دقت این فرآیند به ضخامت ورق، جنس متریال و انتخاب صحیح قالب بستگی دارد.
انواع روشهای خمکاری
خمکاری به سه دسته کلی تقسیم میشود:
- خم موضعی (V-Bending): برای خمهای حاده و منفرجه. معمولاً عرض دهانه ماتریس (V) معادل ۱۲ برابر ضخامت ورق (V=12T) انتخاب میشود.
- خم بسته (Bottoming): برای خمهای ۹۰ درجه دقیق. عرض دهانه ماتریس بین ۶ تا ۱۲ برابر ضخامت است.
- خم سکهای (Embossing): برای دقت بسیار بالا. عرض ماتریس حدود ۵ تا ۶ برابر ضخامت ورق در نظر گرفته میشود.
۱۰ فرمان کلیدی در طراحی خمکاری ورق
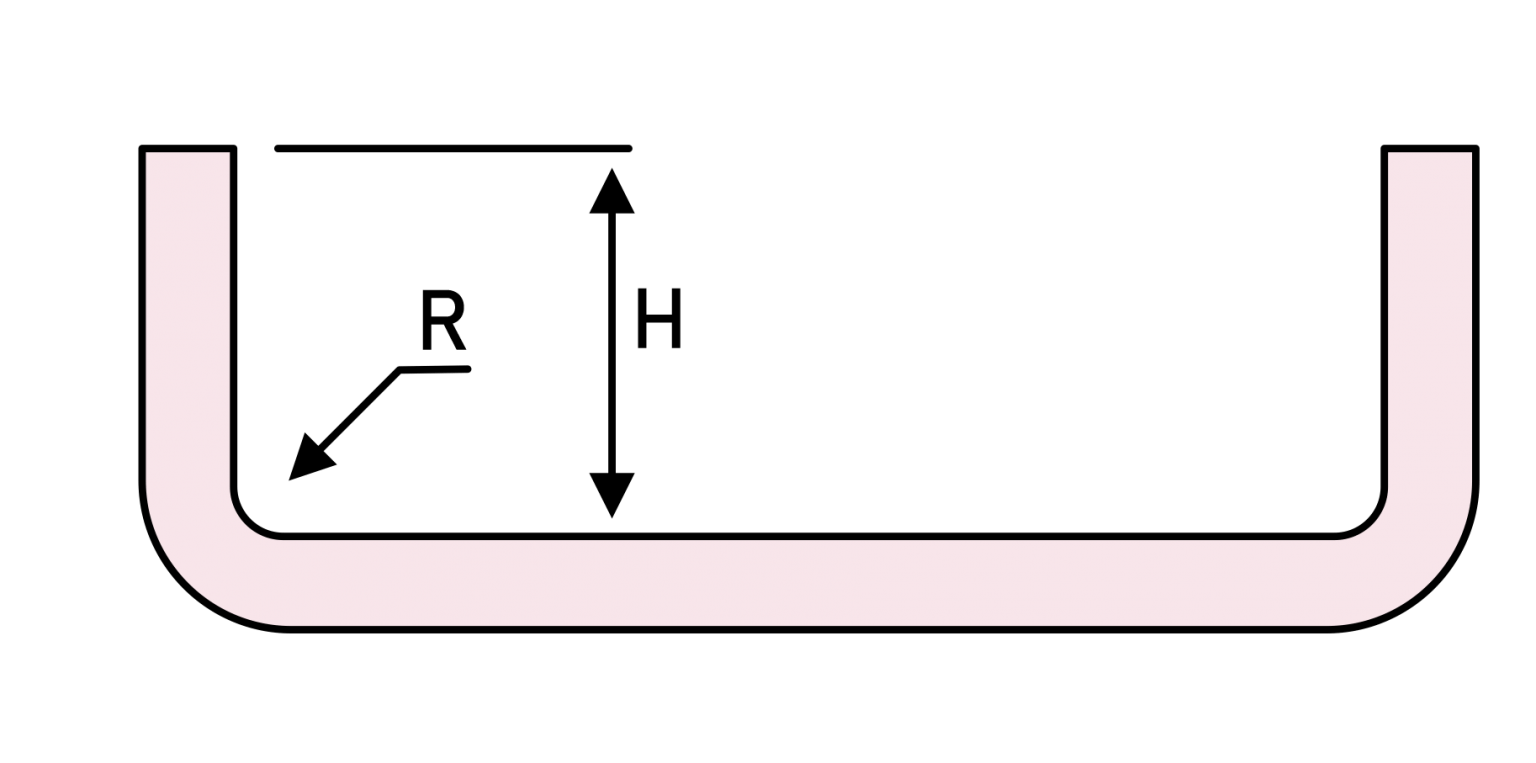
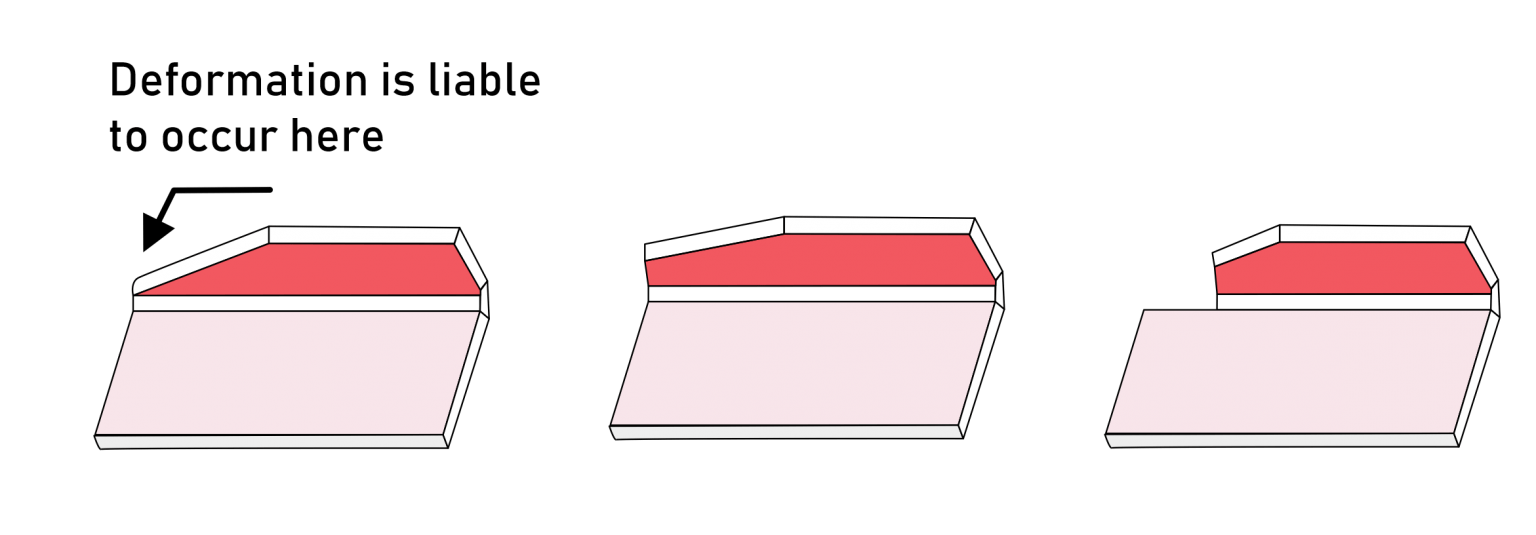
۱. حداقل ارتفاع خم (Bending Height)
ارتفاع لبه خمشده نباید از حد مشخصی کمتر باشد. حداقل ارتفاع باید دو برابر ضخامت ورق بعلاوه شعاع خم باشد. اگر ارتفاع کم باشد، ورق در حین خمکاری دچار تغییر شکل (Distortion) شده و ابعاد نهایی دقیق نخواهد بود.
۲. شعاع خم (Bending Radius)
شعاع خم نباید از حداقل مجاز متریال کمتر باشد، وگرنه ورق دچار ترکخوردگی در لبه خارجی میشود.
- نکته: برخلاف تصور، شعاع صفر همیشه خوب نیست؛ شعاع بسیار کم باعث ضعیف شدن استحکام خم و شکستن لبههای قالب در درازمدت میشود.
۳. جهت الیاف فلز (Bending Direction)
همیشه سعی کنید خط خم عمود بر جهت الیاف (نورد) ورق باشد. اگر خم موازی با الیاف باشد، احتمال ترک خوردن ورق به شدت افزایش مییابد.
۴. فاصله از سایر ویژگیها
قطعاتی مانند سوراخها یا برجستگیها نباید خیلی به ریشه خم نزدیک باشند. حداقل فاصله ایمن، دو برابر ضخامت ورق به اضافه شعاع خم است تا از دفرمه شدن سوراخها جلوگیری شود.
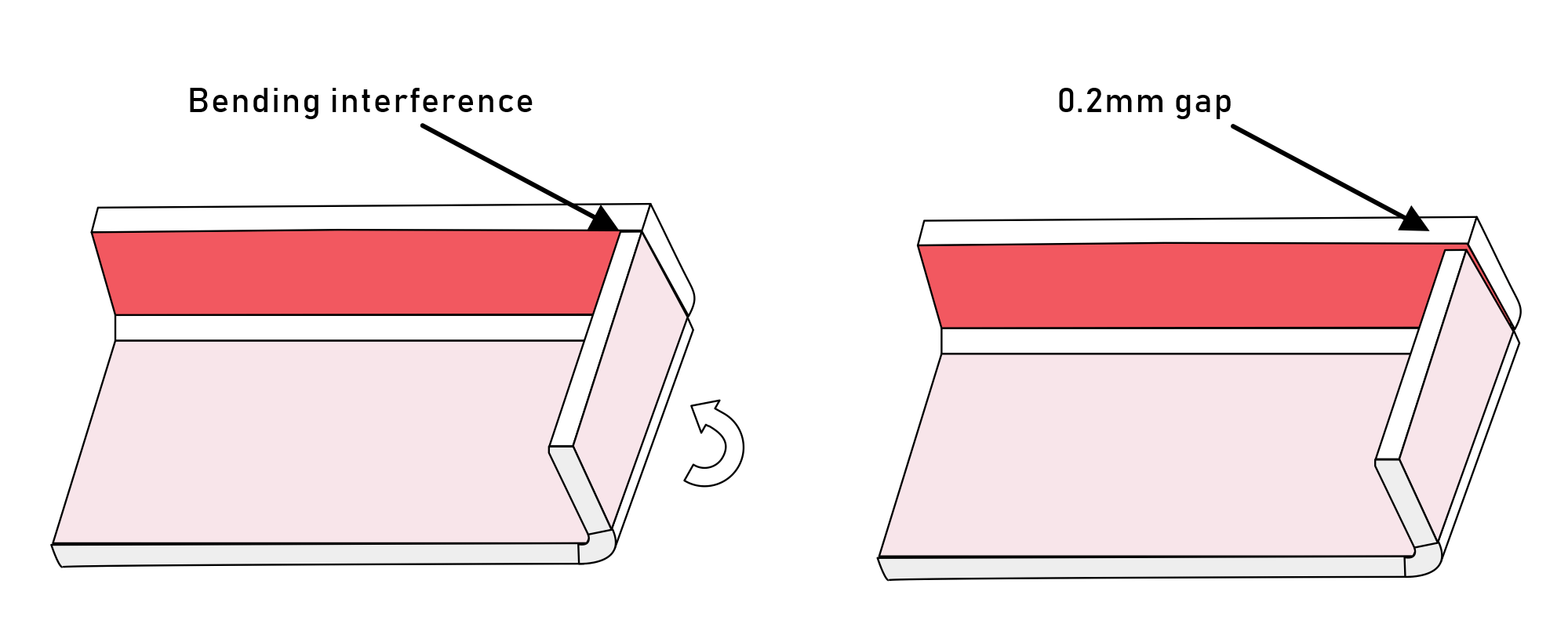
۵. رعایت لقی (Clearance) برای جلوگیری از تداخل
در قطعات پیچیده که چندین خم دارند، باید تلرانسها را طوری در نظر بگیرید که لبههای خمشده در حین حرکت با هم تداخل پیدا نکنند (Interference).
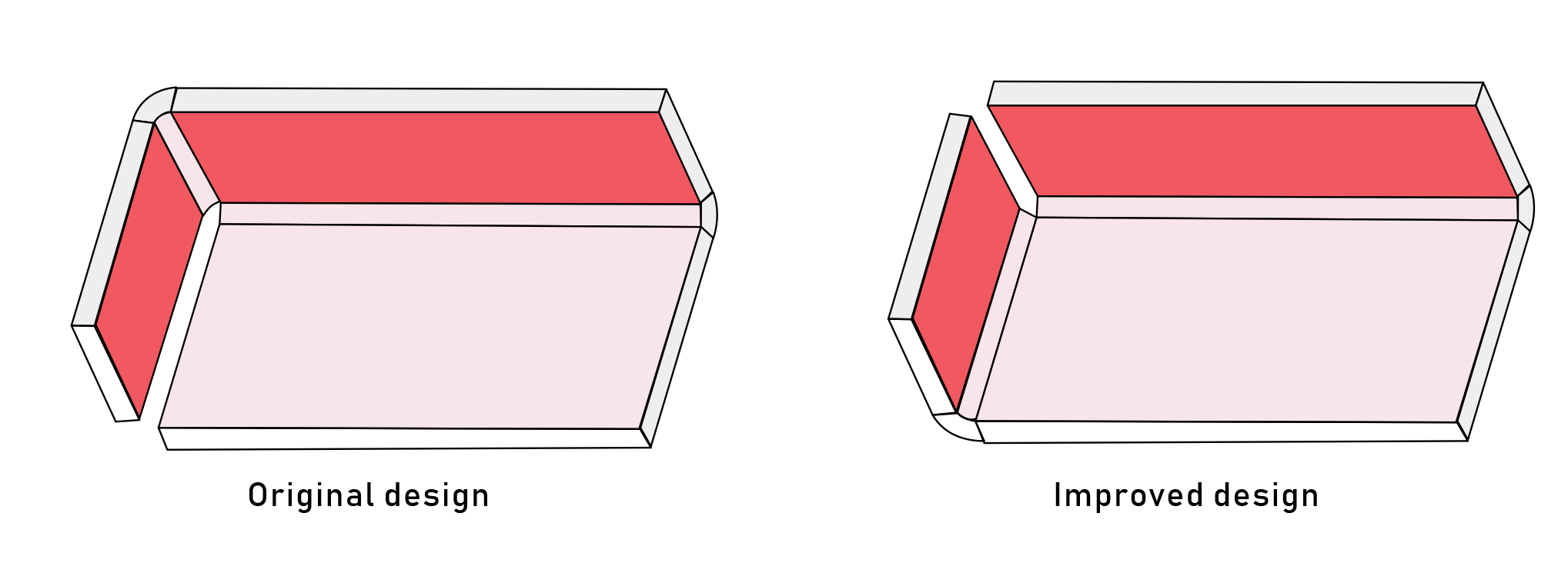
۶. استحکام لبهها
خمهای بلند و باریک استحکام کمی دارند. تا حد امکان طراحی را به سمتی ببرید که خم روی ضلع طولانیتر قطعه اعمال شود تا صلبیت سازه حفظ شود.
۷. کاهش مراحل تولید
هرچه تعداد خمها کمتر باشد، هزینه تولید پایینتر و دقت بالاتر است. همیشه به دنبال راهی برای ترکیب خمها در یک مرحله باشید.
۸. اجتناب از خمهای پیچیده
اگر طراحی قطعه بسیار پیچیده است، بهتر است آن را به چند قطعه سادهتر تقسیم کرده و سپس با جوش یا پرچ به هم متصل کنید. این کار دقت ابعادی را به شدت بالا میبرد.
۹. چالش همراستایی سوراخها
در قطعاتی با چندین خم متوالی، همراستا کردن سوراخهای پیچ بسیار سخت است. به دلیل تجمع تلرانسهای خمکاری، بهتر است سوراخها کمی بزرگتر (لوبیا شکل) در نظر گرفته شوند تا خطای خم را پوشش دهند.
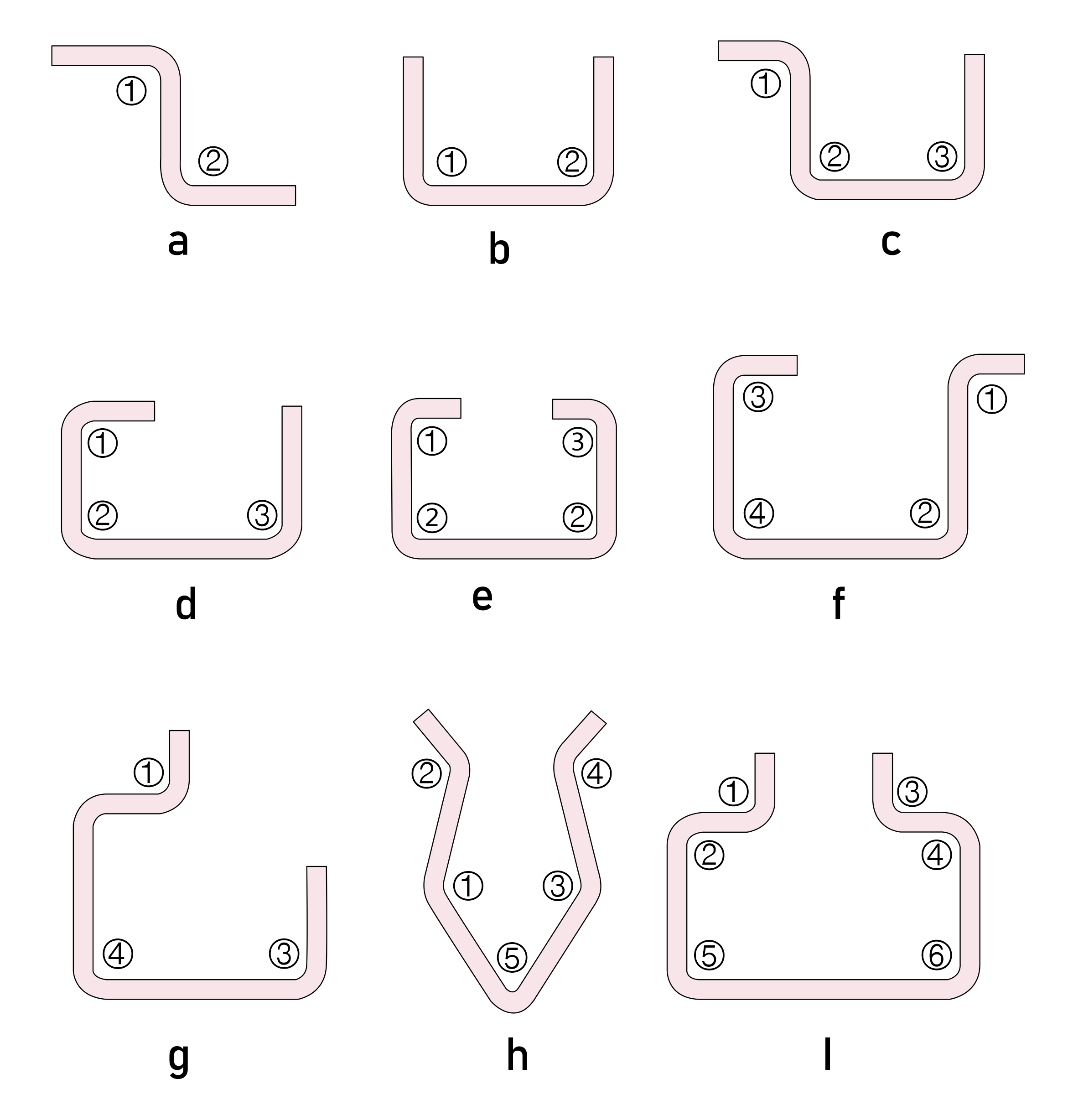
۱۰. ترتیب استاندارد خمکاری
برای رسیدن به بهترین نتیجه، این ترتیب را رعایت کنید:
- اول ضلع کوتاه، بعد ضلع بلند: این کار فضای بیشتری برای مانور اپراتور و قالب فراهم میکند.
- اول محیط، بعد مرکز: از لبههای خارجی به سمت مرکز قطعه حرکت کنید.
- بررسی تداخل: قبل از شروع، مطمئن شوید که خمِ قبلی با بدنه پرسبریک یا سنبه برخورد نمیکند.
تنظیم دقت با محور CC
در خمکاری قطعات بلند، معمولاً زاویه در وسط قطعه بازتر از دو طرف میشود (به دلیل شکم دادن دستگاه). در دستگاههای مدرن، با تنظیم محور CC (Crowing)، این انحنا جبران شده و زاویه در تمام طول قطعه یکنواخت میشود.
جدول حداقل شعاع خم (برای جلوگیری از ترکخوردگی) و جدول ضریب K (برای محاسبات دقیق طول گسترده ورق در نرمافزارهایی مثل SolidWorks یا Inventor).
۱. جدول ضریب K (K-Factor)
ضریب K محل قرارگیری تار خنثی را در ضخامت ورق تعیین میکند. این مقدار برای محاسبه مقدار کشش ورق در حین خمکاری ضروری است.
نوع متریال | وضعیت متریال | ضریب K پیشنهادی |
فولاد نرم (Mild Steel) | سرد نورد شده (Cold Rolled) | ۰.۴۴ - ۰.۴۵ |
فولاد نرم (Mild Steel) | گرم نورد شده (Hot Rolled) | ۰.۴۲ - ۰.۴۴ |
استنلس استیل (۳۰۴/۳۱۶) | آنیل شده (نرم) | ۰.۳۵ - ۰.۴۰ |
آلومینیوم (سری ۵۰۰۰) | نیمهسخت (H32) | ۰.۴۰ - ۰.۴۵ |
آلومینیوم (سری ۶۰۰۰) | سخت (T6) | ۰.۴۵ - ۰.۵۰ |
مس و برنج | نرم | ۰.۳۰ - ۰.۳۵ |
نکته: اگر شعاع داخلی خم (R) کمتر از ضخامت ورق (T) باشد، ضریب K معمولاً کمتر از ۰.۴ در نظر گرفته میشود.
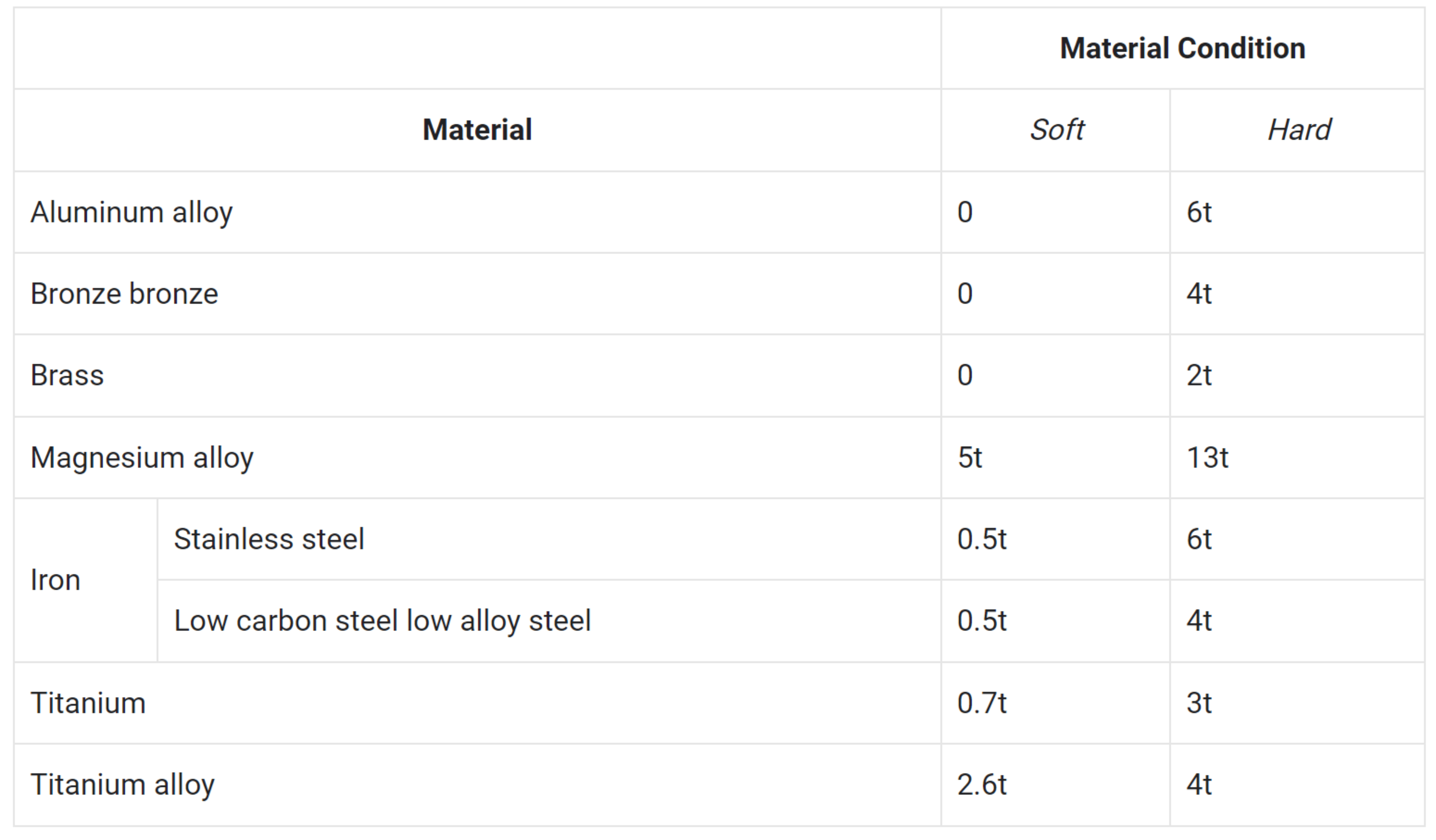
۲. جدول حداقل شعاع داخلی خم (Minimum Bend Radius)
برای جلوگیری از ایجاد ترک در لبه خارجی خم، شعاع داخلی (R) نباید از مقادیر زیر کمتر باشد. (T = ضخامت ورق)
متریال | حداقل شعاع خم (توصیه شده) | مثال برای ورق ۲ میلیمتر |
فولاد نرم (St37) | $0.5 \times T$ تا $1 \times T$ | ۱ تا ۲ میلیمتر |
استیل ۳۰۴ | $1 \times T$ تا $2 \times T$ | ۲ تا ۴ میلیمتر |
آلومینیوم ۵۰۵۲ | $1 \times T$ | ۲ میلیمتر |
آلومینیوم ۶۰۶۱ | $2 \times T$ تا $3 \times T$ | ۴ تا ۶ میلیمتر |
گالوانیزه | $1 \times T$ | ۲ میلیمتر |
فرمول طلایی
با این فرمول می توانید طول گسترده ورق (Flat Pattern) را محاسبه کنید:
L=A+B+BA
که در آن:
- A و B: طول لبههای صاف (Flanges)
- BA (Bend Allowance): مقدار اضافه خم که از فرمول زیر به دست میآید:
BA=180π×Angle×(R+K×T)